研削材をエアーと共に鋼構造物の表面へ衝突させることにより、素地調整や下地処理を施す方法です。
ブラストノズルと研削材を回収するバキュームが内蔵されたホースを鋼構造物表面に押し当て、その中でブラスト処理と研削材の回収を同時に行う工法です。
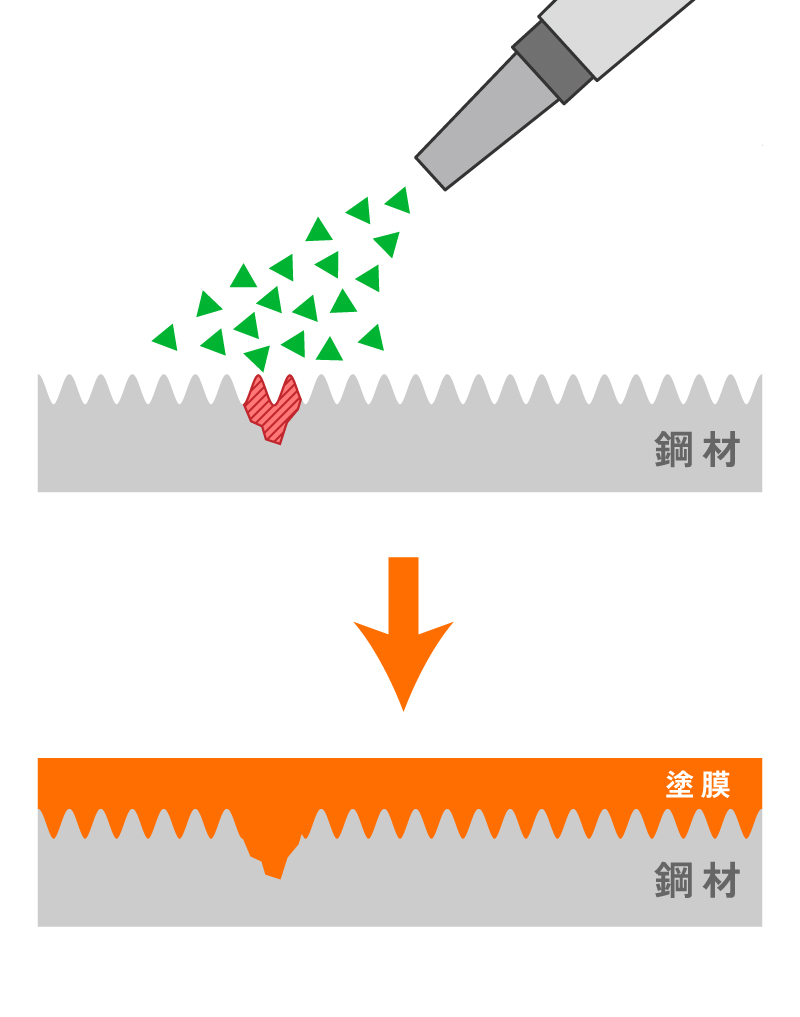
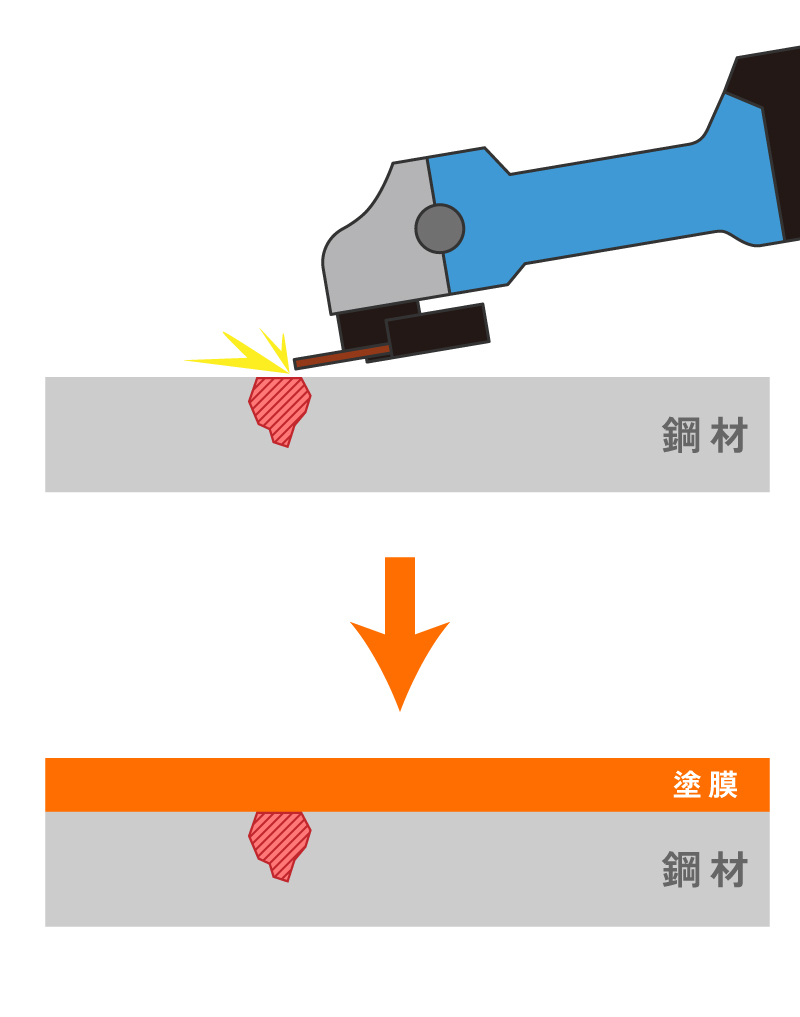
表面を削るだけの2種ケレンでは、内部に食い込んだ錆を除去することは容易ではありません。一方で1種ケレンのブラスト施工では、細かい研削材を鋼材に衝突させるため、内部に食い込んだ錆を除去することが可能です。
表面を粗面化することで凹凸部分に塗料が染み込み、密着率が上がります。密着率が上がることで、塗料が乾く際に生じる内部応力による剥離に強くなります。
研削材は金属系、非金属系どちらも使用できます。あるいは部分的なサビを除去することも可能です。
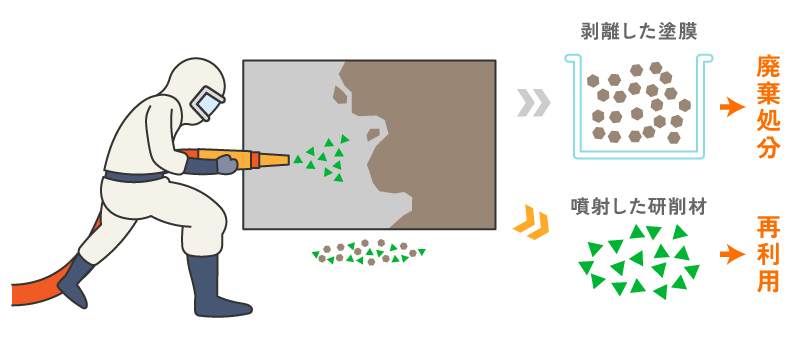
金属系研削材を使用することで環境にやさしい素材選択ができ、廃棄物量の大幅な低減にも繋がります。
現場の状況に合わせて施工が可能です。
ノズル数を増やすことにより、工期の短縮を実現させることが可能となります。
スチールグリット・スチールショット・ステンレスグリット・ステンレスカットワイヤーなど
フェロニッケル系スラグ・製鋼スラグ・銅スラグ・溶融アルミナ・ガーネットなど
※金属系研削材を使用することで再利用が可能になります
マルチメディア・ブラスト機に研削材をバキュームで吸い込んでホッパータンクに投入
金属系研削材を加圧タンクへ送り、圧力を上げて圧送の準備を行う
1.噴射ノズルから研削材を墳射してブラスト作業を行う2.噴射した研削材と分離した塗膜の吸引・回収を行う
回収した研削材と分離した塗膜はセパレーターにて区分けし、研削材はホッパーに集積して再度加圧タンクに送って循環利用を行う
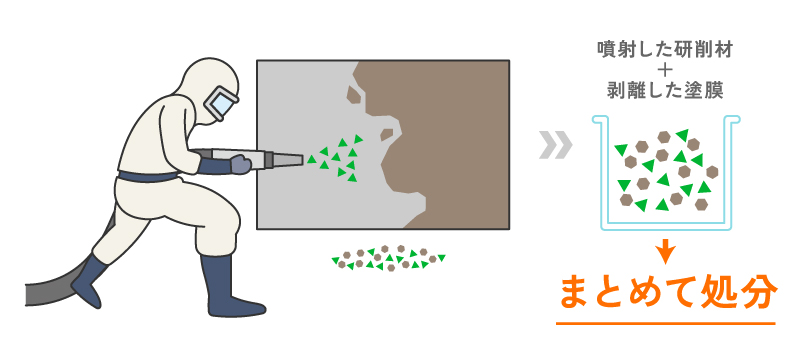
研削材と塗膜カスは分離された後、集積され、産廃処分することが出来ます。